
新闻资讯
推荐资讯


FFS重膜包装机
发布时间:2021-01-23
浏览次数:
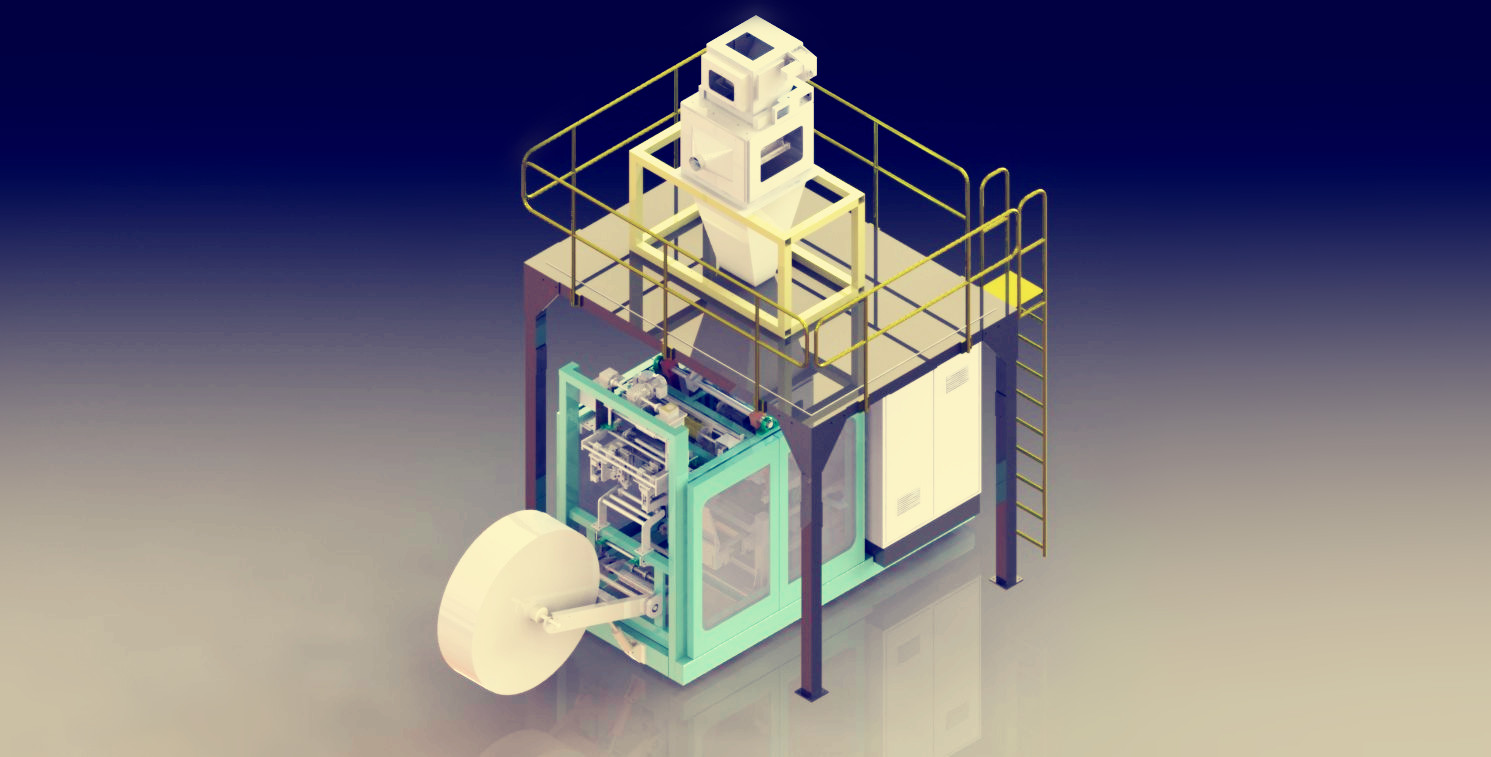
1.1 FFS重膜包装外形3D图
1.2 FFS重膜包装
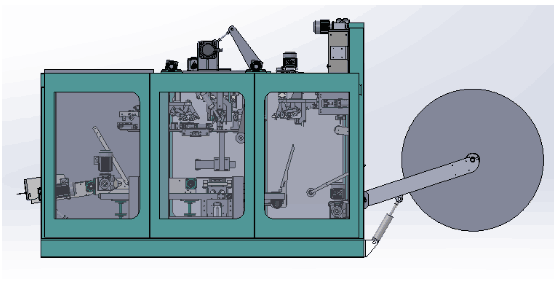
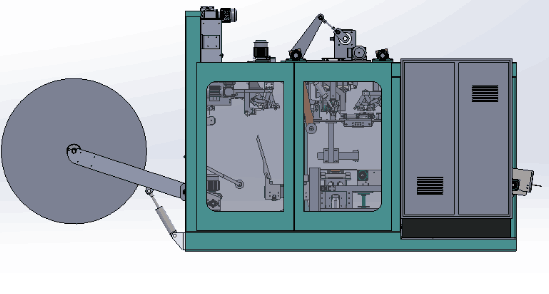
FFS即:截底成型(form)→包装线自动灌装(fill)→袋口封合(seal)。这台FFS重膜包装机是我公司针对石油化工,塑料粒子,饲料等行业专门研发的新型包装设备。下图简介机器各主要部件结构及功能
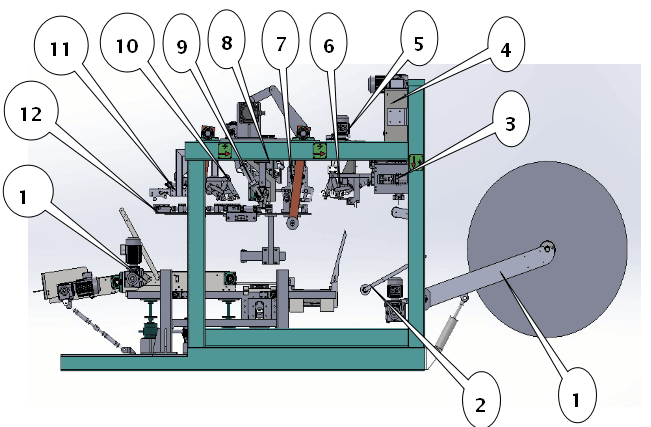
FFS重膜包装机主机模型图
以下为本机器主要部件名称:
1-膜卷翻转托架
2-供袋机构
3-角封机构
4-袋长调整机构
5-送袋机构
6-底封机构
7-开袋机构
8-料门机构
9-夹袋缩口机构
10-上封机构
11-上封冷却机构
12-摆臂机构
13-立袋输送机构(包括底封冷却+敦实机构+间歇运动输送机+常转输送机)
1.3 FFS重膜包装部件说明
1.4 FFS重膜包装机械参数
设计速度:20bag/min
包装规格:25kg/bag,如聚丙烯颗粒(PP颗粒)
膜卷要求:M型PE重包装膜袋卷,熔融指数>0.2,膜厚140-200um±4% ,折边深度80mm±3mm,包材尺寸(650-950)x400x180 mm,膜卷直径1500mm,膜卷内筒150mm+/-5mm
操作电压:380V 50Hz
控制电压:24V DC
环境要求:温度 5-40℃,湿度最高80%
压缩空气:耗气量3m³/min,气压6kgf
功率:约10KW
噪音:<80dB,在离机器1m远,1.6m高处测量
1.2 FFS重膜包装
FFS即:截底成型(form)→包装线自动灌装(fill)→袋口封合(seal)。这台FFS重膜包装机是我公司针对石油化工,塑料粒子,饲料等行业专门研发的新型包装设备。下图简介机器各主要部件结构及功能
FFS重膜包装机主机模型图
以下为本机器主要部件名称:
1-膜卷翻转托架
2-供袋机构
3-角封机构
4-袋长调整机构
5-送袋机构
6-底封机构
7-开袋机构
8-料门机构
9-夹袋缩口机构
10-上封机构
11-上封冷却机构
12-摆臂机构
13-立袋输送机构(包括底封冷却+敦实机构+间歇运动输送机+常转输送机)
1.3 FFS重膜包装部件说明
|
1.4 FFS重膜包装机械参数
设计速度:20bag/min
包装规格:25kg/bag,如聚丙烯颗粒(PP颗粒)
膜卷要求:M型PE重包装膜袋卷,熔融指数>0.2,膜厚140-200um±4% ,折边深度80mm±3mm,包材尺寸(650-950)x400x180 mm,膜卷直径1500mm,膜卷内筒150mm+/-5mm
操作电压:380V 50Hz
控制电压:24V DC
环境要求:温度 5-40℃,湿度最高80%
压缩空气:耗气量3m³/min,气压6kgf
功率:约10KW
噪音:<80dB,在离机器1m远,1.6m高处测量
- 上一篇:没有了
- 下一篇:没有了

